Top 12 ERP Solutions For Manufacturing

Manufacturers today face disconnected systems, production bottlenecks, supply chain disruptions, and rising customer expectations. To stay competitive, they need real-time visibility across production, inventory, finance, procurement, and operations.
That's why ERP solutions have become so important in modern manufacturing. They bring critical business functions together within a single platform.
Choosing an ERP system is a long-term investment in efficiency, scalability, and business performance. Manufacturing is the largest ERP industry vertical, and accounts for about 24.5% of the global ERP market in 2025, according to Mordor Intelligence.
In this guide, we've rounded up the top ERP solutions for manufacturing, explained why purpose-built ERP platforms matter, and shared the key factors manufacturers should consider when selecting the right solution for their business.
The ERP Platforms We Like and How They Fit Your Company
| Platform | Best-Fit Manufacturing Type | Deployment | Typical Company Size |
|---|---|---|---|
| Global Shop Solutions | Discrete, engineer-to-order, make-to-order, repetitive, mixed-mode | On-premise or cloud | Small to mid-sized |
| XoroERP | Manufacturing combined with ecommerce/omnichannel | Cloud | Small to mid-sized |
| SYSPRO | Discrete manufacturing and distribution | Cloud or on-premise | Mid-sized |
| SAP Business One | General manufacturing | Cloud or on-premise | Small to midsize |
| DELMIAWorks | High-volume, repetitive, regulated (ERP + MES) | Cloud or on-premise | Mid-sized to large |
| ERPNext | Discrete, distribution, service | Cloud (open-source) | Small to mid-sized |
| Cetec ERP | Regulated, complex traceability (electronics, aerospace, medical) | Cloud (browser-based) | Small to mid-sized |
| Sage ERP (Sage X3) | Multi-site process and discrete | Cloud or on-premise | Mid-sized |
| Infor CloudSuite Industrial Manufacturing | Industry-specific (automotive, aerospace and defense, industrial equipment, high tech, metal fabrication) | Cloud (AWS) | Mid-sized to enterprise |
| SAP S/4HANA | Large multi-plant or multinational operations, all types at scale | Cloud, on-premise, or hybrid | Enterprise (Tier I) |
| QAD Adaptive ERP | Regulated, fast-changing industries (automotive, life sciences, food and beverage) | Cloud | Mid-sized to enterprise |
| Acumatica Manufacturing Edition | Flexible, scaling manufacturers | Cloud | Small to mid-sized |
How We Evaluated These Platforms
We evaluated each platform against six criteria, weighted by what most affects an ERP selection for manufacturers:
Manufacturing-specific functionality (30%): Production planning, BOM/MRP, shop floor control, quality management
Implementation risk and track record (20%): Documented deployment timelines, customer outcomes, and failure rate where available
Industry and regulatory fit (15%): Support for regulated or specialized manufacturing environments (aerospace, medical device, food and beverage, etc.)
Cloud and AI roadmap (15%): Deployment flexibility and how embedded AI applies to production data specifically
Pricing transparency and total cost of ownership (10%): Clarity of licensing model and disclosed cost ranges
Ecosystem and partner support (10%): Implementation partner network, community size, and post-go-live support
Rankings reflect our team's direct experience evaluating and implementing these platforms for manufacturing clients. Vendors do not pay for placement on this list. We review it quarterly and update entries when a vendor changes its product, pricing, or market position materially.
The ERP Manufacturing Software We Recommend
After reviewing, testing, and implementing different ERP manufacturing software for our clients, here are the best solutions we can vouch for.
1. Global Shop Solutions

Best for: Truly integrated manufacturing ERP
Global Shop Solutions provides an all-in-one manufacturing ERP designed for small and mid-sized manufacturers that want to manage production, inventory, accounting, CRM, quality, scheduling, and shop floor operations from a single system. The platform supports discrete, engineer-to-order, make-to-order, repetitive, and mixed-mode manufacturing, with deployment options available both on-premise and in the cloud.
The ERP includes more than 35 integrated applications, eliminating the need for multiple third-party systems as manufacturers grow. According to the company, Global Shop Solutions supports manufacturers in more than 25 countries across nearly 30 industries.
Key Features:
Production Planning & Scheduling
Inventory & Warehouse Management
Manufacturing Accounting & Job Costing
Shop Floor Data Collection
Quality Management
CRM & Customer Order Management
2. XoroERP
Best for: Businesses that manufacture products while also selling through ecommerce and wholesale channels.
XoroERP is an all-in-one cloud ERP built for manufacturers, distributors, wholesalers, and omnichannel businesses that need to manage production, inventory, accounting, warehousing, purchasing, CRM, and order management from a single platform.
It also includes native integrations with Shopify, payment gateways, banks, and third-party logistics (3PL) providers, helping businesses streamline operations across manufacturing and ecommerce. Xorosoft reports serving 250+ customers, with more than 10 years of ERP experience.
Key Features:
Manufacturing & Production Management
Warehouse & Inventory Management
Accounting & Financial Management
Order Management & CRM
Business Intelligence & Reporting
Shopify, 3PL & Payment Gateway Integrations
3. SYSPRO
Best for: Deep production and supply chain functionality.
SYSPRO is a manufacturing and distribution ERP designed for companies that need greater visibility on production, inventory, supply chain, finance, and warehouse operations.
What sets SYSPRO apart is its depth of manufacturing experience backed by a large library of customer success stories across industries including food and beverage, industrial equipment, plastics, medical devices, automotive, and packaging. One example is Fiddes Payne, a UK manufacturer that reported reducing stock investment by more than £500,000 while increasing order fulfilment to 97.5% after implementing SYSPRO.
Key Features:
Production Planning & Scheduling
Bill of Materials (BOM) & MRP
Inventory & Warehouse Management
Supply Chain & Demand Planning
Quality Management & Traceability
Financial Management & Business Intelligence
4. SAP Business One
Best for: Companies that want an established manufacturing ERP with a large global support network.
SAP Business One is an ERP platform built for small and midsize businesses that need to manage finance, sales, purchasing, inventory, manufacturing, and customer relationships from a single system.
SAP Business One also differentiates itself through its extensive ecosystem of implementation partners, industry extensions, and integrations. This partner network allows businesses to customize the platform for industry-specific requirements without replacing the core ERP. That’s why so many ERP consulting firms appreciate it.
Key Features:
Production Planning & MRP
Bill of Materials (BOM) & Shop Floor Control
Inventory & Warehouse Management
Purchasing & Supply Chain Management
Financial Management & Accounting
Business Intelligence & Analytics
5. DELMIAWorks
Best for: Companies that want manufacturing ERP and shop floor execution in the same platform.
DELMIAWorks is a manufacturing ERP and Manufacturing Execution System (MES) designed for manufacturers that want to manage production, inventory, quality, supply chain, and shop floor operations from a single platform.
As part of Dassault Systèmes' DELMIA portfolio, it gives you real-time visibility into manufacturing performance by connecting ERP processes directly with machine and shop floor data. The platform is especially well suited to high-volume, repetitive, and regulated manufacturing environments where production traceability and operational control are critical.
Key Features:
Manufacturing Execution System (MES)
Production Planning & Scheduling
Inventory & Warehouse Management
Quality Management & Traceability
Supply Chain & Purchasing
Financial Management & Business Intelligence
6. ERPNext
Best for: Companies that want an open-source manufacturing ERP backed by a large global community.
ERPNext is designed for manufacturers, distributors, retailers, and service businesses that want an integrated business management system without the licensing costs of traditional ERP software. The cloud-based platform combines manufacturing, inventory, accounting, CRM, HR, procurement, and project management in a single application, while giving organizations the flexibility to customize workflows and extend functionality through its open-source framework.
ERPNext has 30,000+ business adopters, 50,000+ GitHub stars, and 200+ implementation partners. Besides, it publishes a growing library of manufacturing success stories. These include a valve manufacturer that standardized 90,000 SKUs through a customized ERPNext implementation and BND Concrete, which optimized multi-plant production and ready-mix operations.
Key Features:
Production Planning & Work Orders
Bill of Materials (BOM) & Routing
Inventory & Warehouse Management
Procurement & Supply Chain Management
Accounting & Financial Management
Shop Floor & Capacity Planning
7. Cetec ERP

Best for: Small or mid-sized manufacturers in a regulated industry.
Cetec ERP is built specifically for small and mid-sized manufacturers that want to replace disconnected spreadsheets and legacy systems with a single, browser-based solution. The platform combines manufacturing, inventory, purchasing, CRM, quality management, accounting, production scheduling, and shop floor control in one system, with a particular focus on electronics, aerospace, medical device, and contract manufacturing environments.
As such, Cetec ERP focuses on manufacturers with complicated inventory, traceability, and compliance needs.
Key Features:
Production Planning & Shop Floor Control
Bill of Materials (BOM) & Revision Control
Inventory & Warehouse Management
Purchasing & Supply Chain Management
Quality Management & Traceability
Accounting & Financial Management
8. Sage ERP
Best for: Scalable support while moving to more advanced capabilities without leaving the Sage ecosystem.
Sage provides a portfolio of solutions that grow with manufacturers as their operations become more demanding. It won’t offer a single ERP platform for all its clients. Businesses can choose from products including Sage X3 for manufacturing and supply chain management, alongside Sage's broader finance and business management solutions.
Sage supports more than 2 million customers worldwide, which gives manufacturers access to one of the largest ERP ecosystems in the market.
Key Features:
Production Planning
Inventory & Warehouse Management
Supply Chain Management
Financial Management
Quality Management
Business Intelligence & Reporting
9. Infor CloudSuite Industrial Manufacturing
Best for: Manufacturers with complicated or industry-specific requirements.
Infor CloudSuite Industrial Manufacturing is designed for manufacturers that need industry-specific functionality rather than a one-size-fits-all ERP. It’s built on the Infor OS cloud platform and powered by Amazon Web Services (AWS), and combines manufacturing ERP with embedded analytics, artificial intelligence, and supply chain capabilities.
Infor offers industry-specific CloudSuite solutions to sectors including automotive, aerospace and defense, industrial equipment, high tech, and metal fabrication. The company reports that more than 60,000 organizations worldwide use its software across a wide range of industries.
Key Features:
Production Planning & Scheduling
Supply Chain Management
Inventory & Warehouse Management
Financial Management
AI-Powered Analytics
Cloud Deployment
10. SAP S/4HANA
Best for: Companies running large-scale or multinational manufacturing operations.
SAP S/4HANA is built on the SAP HANA in-memory database and provides real-time visibility across manufacturing, supply chain, finance, procurement, asset management, and sustainability, while supporting advanced technologies such as artificial intelligence, machine learning, and process automation.
SAP S/4HANA is best suited to manufacturers that need to standardize operations across multiple plants, regions, business units, or acquired entities.
Key Features:
Production Planning & Manufacturing
Supply Chain Management
Financial Management
Asset Management
AI & Advanced Analytics
Cloud Deployment
11. QAD Adaptive ERP
Best for: Its industry-specific capabilities for sectors such as automotive, life sciences, and consumer products.
QAD Adaptive ERP is designed for manufacturers operating in highly regulated and rapidly changing industries, including automotive, life sciences, consumer products, food and beverage, industrial manufacturing, and high technology.
Luxury flooring manufacturerAmtico digitized 200+ production data sheets by integrating QAD Adaptive ERP with QAD Redzone Connected Workforce, which led to a 14% improvement in overall equipment effectiveness (OEE) and gave frontline teams real-time access to production data and replacing manual paper-based processes.
Key Features:
Production Planning & Manufacturing
Supply Chain Planning
Quality & Compliance Management
Procurement & Inventory Management
Financial Management
Cloud Analytics & Automation
12. Acumatica Manufacturing Edition
Best for: Companies that wantto scale usage without per-user licensing costs.
Acumatica Manufacturing Edition is designed for manufacturers that want the flexibility to scale without the infrastructure and licensing constraints of traditional ERP systems. Built on a modern cloud platform, it combines manufacturing with financials, CRM, payroll, commerce, and field service.
One of Acumatica's biggest differentiators is its resource-based licensing model, which allows businesses to add users without paying per-seat licensing fees. The platform also has a strong track record in manufacturing.
Key Features:
Production Management
Material Requirements Planning (MRP)
Inventory & Warehouse Management
Supply Chain Management
Financial Management
Cloud Reporting & Analytics
How Much Does Manufacturing ERP Cost?
Cost depends more on tier, deployment model, and company size than on any single vendor.
Tier I platforms (SAP S/4HANA, Oracle Fusion Cloud, Infor CloudSuite) are built for large, multi-entity manufacturers. Implementation costs typically start in the high six figures and can reach seven figures for multi-plant, multi-region rollouts.
Tier II platforms (Epicor Kinetic, SYSPRO, SAP Business One, DELMIAWorks, QAD Adaptive ERP) generally run from the low six figures for mid-sized manufacturers, with licensing based on user count or module scope.
Tier III and cloud-native platforms (Acumatica, XoroERP, Cetec ERP, ERPNext) are the most accessible for small and mid-sized manufacturers. Sage X3, for example, is documented at $25,000–$250,000 for implementation, with per-user licensing starting around $75 a month, according to Godlan.
Whatever tier you're evaluating, ask each vendor for a cost breakdown that separates software licensing, implementation services, data migration, training, and ongoing support. The quoted sticker price rarely reflects total cost of ownership.
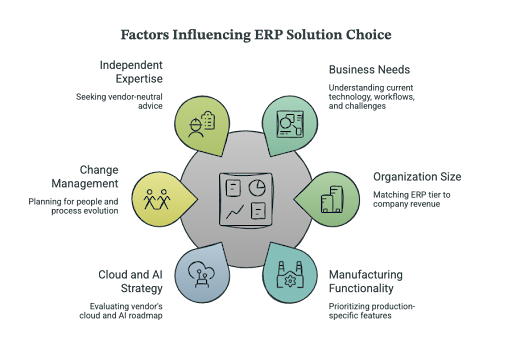
Best Practices for Choosing the Right ERP Solution
The right platform should support your manufacturing processes today while also providing the flexibility to scale as your business grows. Use the following framework to decide between potential ERP vendors.
Start with Your Business
Before scheduling vendor demos, look at your current technology stack, workflows, and biggest challenges. Identifying process bottlenecks, documenting business requirements, and defining long-term objectives will help you narrow your options and avoid costly implementation changes later.
Match the ERP to Your Organization's Size
Not every ERP platform is designed for the same type of manufacturer. According to the Panorama Consulting 2024 ERP Report, Tier I solutions such as SAP S/4HANA, Oracle Fusion Cloud, and Infor CloudSuite are typically best suited for enterprises with more than $750 million in annual revenue, while Upper and Lower Tier II platforms better serve mid-market manufacturers. Choosing an overly complex ERP leads to higher costs and longer implementations without delivering additional value.
Prioritize Manufacturing-Specific Functionality
Look beyond general finance and accounting capabilities. Manufacturers should prioritize platforms with strong production planning, BOM management, MRP, shop floor control, quality management, and MES integration. These capabilities reduce manual work, improve production efficiency, and support Industry 4.0 initiatives.
Evaluate the Vendor's Cloud and AI Strategy
Cloud ERP has become the standard for new implementations, offering faster deployment, lower infrastructure costs, and continuous innovation. Beyond cloud deployment, manufacturers should evaluate each vendor's AI roadmap and how emerging capabilities such as predictive analytics, intelligent planning, and automated workflows align with future business goals.
Plan for Change Management Early
ERP implementations succeed when people and processes evolve alongside the technology. Establish executive sponsorship, involve key stakeholders early, and invest in employee training throughout the project.
According to the Panorama Consulting 2024 ERP Report, fewer than 25% of organizations now use a traditional big-bang ERP implementation, with hybrid rollout strategies becoming the preferred approach for reducing risk.
Bring in Independent Expertise
A vendor-neutral ERP advisor can help validate requirements, evaluate competing platforms objectively, and reduce implementation risk. Panorama's 2024 ERP Report found that technology assessment guidance was the most commonly requested service among organizations that engaged third-party advisors, underscoring the value of independent expertise during ERP selection.
Questions to Ask Before You Sign
Before committing to any platform on this list, ask each vendor to answer these directly, in the demo, not in a follow-up email:
Walk us through how a single production order flows from sales order to shop floor to finished goods in your system, live, not on a slide.
What does a realistic implementation timeline look like for a company our size, and what caused delays in your last five manufacturing implementations?
How does your platform handle our specific manufacturing type, discrete, process, engineer-to-order, or mixed-mode, and can we speak with a reference customer running the same production model?
What's included in the base license, and what requires a separate module, integration, or paid add-on?
How does your AI or analytics roadmap apply to production planning and shop floor data specifically, not just finance and reporting?
If we need to leave the platform, how portable is our data, and what does migrating out actually cost?
Why Manufacturing Companies Trust Alpha Apex Group for ERP Leadership
Choosing the right ERP platform is only the first step. Long-term success depends on selecting the right solution, aligning it with your business processes, and managing implementation effectively from planning through go-live.
Alpha Apex Group helps manufacturing organizations reduce ERP implementation risk through independent ERP consulting services, including ERP strategy, vendor selection, implementation planning, project management, business process optimization, change management, and post-go-live support. Our vendor-neutral approach helps you choose the platform that best fits your manufacturing operations.
Whether you're replacing a legacy system, evaluating new manufacturing ERP software, or preparing for a large-scale cloud ERP implementation, Alpha Apex Group provides the strategic guidance you need to maximize your investment and reduce implementation risk.
Ready to build the leadership team behind a successful ERP transformation? Connect with Alpha Apex Group today to develop an ERP strategy and executive talent plan that drives operational excellence, accelerates adoption, and delivers long-term business value.
FAQ
What is the difference between a general ERP system and manufacturing-specific ERP software?
General Enterprise Resource Planning systems focus on finance, HR, and procurement, while manufacturing ERP software includes specialized capabilities such as production planning, bill of materials (BOM), materials requirements planning (MRP), shop floor management, and quality control. These tools are designed specifically for the needs of the manufacturing industry and help manufacturers improve product quality and operational efficiency.
Check out this video for an overview of what ERP for manufacturing is and how it works:
How long does a typical ERP implementation take for a mid-sized manufacturing company?
Most mid-sized manufacturing businesses complete an enterprise resource planning implementation within 6 to 18 months, depending on the project's complexity. Factors such as data migration, process redesign, Cloud-based ERP deployment, and user adoption all influence the overall timeline.
What are the most common reasons ERP implementations fail in the manufacturing sector?
ERP projects can struggle because of unclear business requirements, poor change management, inadequate executive sponsorship, and unrealistic timelines. Choosing manufacturing software that doesn't support production processes, quality control, or effective resource allocation can also lead to costly implementation challenges.
How do I know when my manufacturing business has outgrown its current ERP system?
If your manufacturing business relies on spreadsheets, disconnected systems, or manual reporting to manage operations, it may be time to upgrade. Limited real-time data, poor inventory visibility, inconsistent product quality, and difficulty scaling production are all signs that your existing ERP no longer supports your growth.
How does Alpha Apex Group help manufacturing companies implement ERP systems?
Alpha Apex Group provides end-to-end Enterprise Resource Planning consulting to help manufacturers evaluate vendors, improve business processes, manage implementations, oversee change management, and optimize manufacturing software after go-live. The firm's vendor-neutral approach keeps recommendations focused on business outcomes rather than software sales.
What ERP consulting services does Alpha Apex Group provide for manufacturing companies?
Alpha Apex Group supports every stage of the ERP lifecycle, including ERP strategy, software selection, implementation planning, project management, business process improvement, change management, system optimization, and post-implementation support. The goal is to help manufacturing businesses improve resource allocation, product quality, and operational performance.
How does Alpha Apex Group's ERP consulting approach differ from working directly with an ERP software vendor?
ERP vendors focus on implementing their own products, while Alpha Apex Group provides independent guidance across multiple manufacturing ERP software platforms. This objective approach helps manufacturers select the right solution, reduce implementation risk, and build an ERP roadmap that supports long-term growth, real-time data visibility, and the unique requirements of the manufacturing industry.







